Маркеры MARKAL для маркировки горячего металла
1. Металлургическая промышленность
2. Обработка металлов
2.1. Термическая обработка
2.2. Горячая обработка металлов давлением
2.3. Сварка
1. Металлургическая промышленность
Предприятия металлургического производства стремятся оптимизировать свои расходы в том числе за счет:
- повышения производительности производства с введением автоматизации процессов маркировки;
- устранения необходимости утилизации полуфабрикатов или готовых изделий из-за неправильной идентификации;
- отслеживания в производственном цикле как полуфабрикатов, так и готовой продукции;
- сокращения ошибок в учете движения полуфабрикатов на производстве.
При этом оперативность (актуальность), корректность и достоверность наносимой информации чрезвычайно важны для реализации эффективного управления металлургическим производством.
Из-за длительного производственного цикла и множества процессов транспортировки материалов и изделий необходимо идентифицировать нанесённую информацию на каждом этапе для управления запасами и логистики.
Наибольшая сложность при выполнении маркировки металлургической продукции состоит в том, что наносить ее часто требуется на полуфабрикаты, имеющие температуру в несколько сот градусов.

На крупных металлургических производствах задача маркировки полуфабрикатов и изделий готовой продукции, имеющих высокую температуру, автоматизирована полностью или частично на самых критических участках, что снижает уровень опасности для жизни персонала и исключает возникновение ошибок при нанесении маркировки.
ЦЕЛИ МАРКИРОВКИ:
Современное металлургическое производство предполагает множество этапов в производственном процессе. Даже при наличии автоматизированной системы маркировки горячих полуфабрикатов (после машины непрерывного литья заготовок, где температура изделий достигает 900….1 000 °С), существует ряд задач, требующих нанесения временной информации различного назначения на горячие и готовые изделия, как правило ручным способом:
- Контроль качества продукции. В первую очередь речь может идти о необходимости нанесения информации сотрудниками ОТК – отметки об обнаружении видимых дефектов горячего литья (слитки, блюмы, слябы) или горячего проката.
Принимая во внимание огромный ассортимент проката (всех видов: плоского, сортового, фасонного) и, нецелесообразность автоматизированной маркировки в процессе выборочной (или полной) оценки качества продукции, поиск эффективных и дешёвых средств маркировки становится особенно актуальной задачей. - Прочая информация на горячих полуфабрикатах и прокате. Это может быть информация технологического содержания – указания, информационные отметки и т.п., а также логистическая – информация о перемещении продукции в указанные в маркировке места временного хранения (с соответствующими комментариями).

РЕКОМЕНДУЕМЫЕ МАРКЕРЫ
Перед нанесением маркировки на горячие отливки или горячий прокат необходимо определить температуру металла на поверхности – для того, чтобы выбрать соответствующий маркер, который может быть рекомендован компанией Markal (производителем маркеров) для работы при требуемой температуре.
Для этого можно воспользоваться бесконтактным пирометром для дистанционного измерения температуры – безопасным и точным инструментальным средством.
Для маркировки горячих отливок и горячего проката компания Markal предлагает большой ассортимент своих продуктов, который включает:
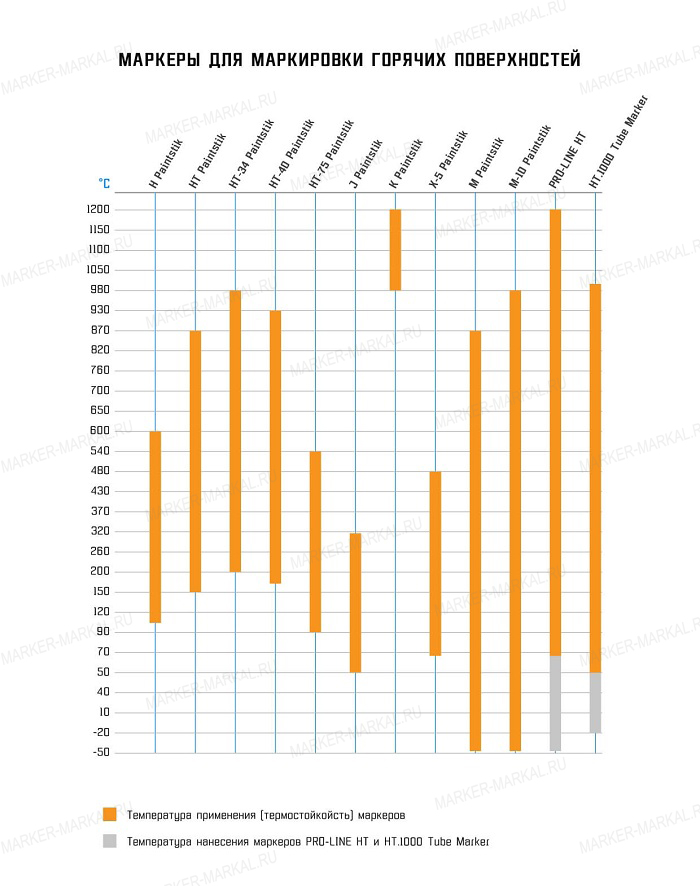
- восемь маркеров на основе твёрдой краски, имеющих очень широкий температурный диапазон применения 49….1 204 °С и которые могут наноситься, в том числе, на грубые поверхности. Подробнее в разделе «Твердые маркеры для горячей поверхности»;
- два маркера на основе твёрдой краски, с термостойкостью маркировки до 982 °С; маркировка может наноситься на очень холодные изделия без их предварительного нагрева. Подробнее о маркерах Markal M Paintstik и M-10 Paintstik;
- два маркера на основе жидкой краски, которые позволяют маркировать изделия, температура поверхности которых может достигать 1 200 °С; маркировка может наноситься на очень холодные изделия без их предварительного нагрева. Подробнее о маркерах Markal Pro-Line HT и HT.1000.
Быстросохнущая износостойкая маркировка не растекается, не обугливается, сохраняет свой цвет, не отшелушивается и не трескается. Для выбора маркера предлагаем воспользоваться удобной диаграммой, на которой отражены температурные диапазоны применения маркеров, рекомендуемых компанией Markal для маркировки горячих металлов.
МЕРЫ БЕЗОПАСНОСТИ
Тепловое излучение горячего металла является источником очень высокой опасности для здоровья и жизни персонала. Поэтому, при нанесении маркировки на горячие изделия, компания Markal настоятельно рекомендует использовать специальные держатели для маркеров. Подробную информацию о держателях маркеров можно найти в разделе «Держатели для маркеров».
2. Обработка металлов
Из всех видов обработки металлов, обработка горячих металлов является одной из самых распространённых ввиду её высокой эффективности и более высокой, чем в случае холодной обработки, производительности.

Ниже рассмотрены некоторые, наиболее часто применяемые в промышленности, виды обработки горячих металлов: термическая обработка, горячая обработка металлов давлением, сварка. Предложены эффективные продукты для решения задач маркировки.
2.1. Термическая обработка
Это совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры. Термическая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств изделия.
Основными видами термической обработки являются: закалка, отжиг, отпуск, нормализация, старение.
Закалка металлов - вид термической обработки, заключающийся в их нагреве выше критической температуры, с последующим быстрым охлаждением. Один из наиболее часто применяемых способов закалки - сначала деталь закаливают в воде, а затем переносят её в масло. Такой вид закалки применяют для деталей сложной формы (метчики, сверла, фрезы и др.) из углеродистых сталей с целью избежать трещин и коробления. Обычно, температура закалки сталей не превышает 1 300 °С. Для снижения хрупкости и увеличения пластичности и вязкости после закалки применяют отпуск или искусственное старение. Температура отпуска сталей после закалки обычно не превышает 700 °С. Температура искусственного старения – как правило не выше 200 °С.
Отжиг - вид термической обработки, заключающийся в нагреве до определённой температуры, выдержке при этой температуре и последующем медленном охлаждении до комнатной температуры. Отжигу подвергают отливки, поковки, прокат, заготовки из углеродистой и легированной стали.
Нормализация стали по сравнению с отжигом является более коротким процессом термической обработки, а, следовательно, и более производительным. Поэтому углеродистые и низколегированные стали подвергают, как правило, не отжигу, а нормализации.
Цели отжига и нормализации - снижение твёрдости для облегчения механической обработки, улучшение микроструктуры и достижение большей однородности металла, снятие внутренних напряжений. Температура нагрева большинства сталей при отжиге и нормализации не превышает 1 000 °С.
ЦЕЛИ МАРКИРОВКИ: технологическая маркировка (указание важных данных для контроля качества процесса термообработки изделия), маркировка внутризаводской прослеживаемости изделий (временные идентификаторы изделий, и проч.)
РЕКОМЕНДУЕМЫЕ МАРКЕРЫ
При том, что существуют разные виды термической обработки металлов, общим для них является нагрев металлов до температуры, значительно превышающей температуру окружающего воздуха. Это делает невозможным применение дешёвых маркирующих средств типа – мелков, маркеров на спиртовой или водной основе и т.п., для получения хорошо видимой и стойкой к воздействию высокой температуры маркировки.
Для маркировки изделий, которые будут подвергаться термообработке, компания Markal предлагает большой ассортимент своих продуктов, который включает десять маркеров на основе твёрдой краски, и два маркера на основе жидкой краски, которые позволяют маркировать изделия, температура поверхности которых в процессе термообработки может достигать 1 200 °С. Быстросохнущая износостойкая маркировка не растекается, не обугливается, сохраняет свой цвет, не отшелушивается и не трескается.
Предлагаемые компанией Markal маркеры для горячих металлов можно условно разбить на две группы:
- Маркеры для металлов, подвергающихся немедленной закалке в двух жидких средах (вода и масло): M Paintstik и М-10 Paintstik.
Помимо очень высокой стойкости маркировки при погружении изделия в закалочные ванны, эти маркеры имеют очень широкий температурный диапазон применения (от -46 до 871 °С – для M Paintstik, от -46 до 982 °С – для М-10 Paintstik), что позволяет маркировать очень холодные изделия без их предварительного нагрева. - Маркеры для изделий, подвергающихся другим видам термической обработки - отжигу, отпуску, нормализации или старению: H Paintstik, HT Paintstik, HT-34 Paintstik, HT-40 Paintstik, HT-75 Paintstik, J Paintstik, K Paintstik, X-5 Paintstik, Pro-Line НТ, HT.1000 Tube Marker.
Для выбора маркера предлагаем воспользоваться удобной диаграммой, на которой отражены температурные диапазоны применения маркеров, рекомендуемых компанией Markal для маркировки горячих металлов.
МЕРЫ БЕЗОПАСНОСТИ
Тепловое излучение горячего металла является источником очень высокой опасности для здоровья и жизни персонала. Поэтому, при нанесении маркировки на горячие изделия, компания Markal настоятельно рекомендует использовать специальные держатели для маркеров. Подробную информацию о держателях маркеров можно найти в разделе «Держатели для маркеров».
2.2. Горячая обработка металлов давлением
Является основным видом обработки, включающем такие методы как:
- Ковку;
- Горячую прокатку;
- Горячую объёмную штамповку;
- Горячее волочение;
- Прессование.
К этому виду обработки металлов можно также отнести горячую гибку.
Горячая обработка металлов давлением в зоне установленных температур снижает сопротивление деформированию примерно в 10-15 раз по сравнению с обычным холодным состоянием. При горячей обработке металлов давлением необходимо соблюдать определенный температурный интервал, зависящий от вида и химического состава сплава.
Развивающийся технологический прогресс в области обработки металла давлением идет по пути достижения такой чистоты поверхности и точности деталей, которая позволяла бы подавать их на сборку без обработки резанием. Это возможно в том случае, когда применяемый материал имеет жёсткие допуски, а температура нагрева его выдерживается точно.
ЦЕЛИ МАРКИРОВКИ: технологическая маркировка (указание важных, для контроля качества процесса обработки изделия, данных), маркировка внутризаводской прослеживаемости изделий (временные идентификаторы изделий, и проч.).
РЕКОМЕНДУЕМЫЕ МАРКЕРЫ
МЕРЫ БЕЗОПАСНОСТИ
Тепловое излучение горячего металла является источником очень высокой опасности для здоровья и жизни персонала. Поэтому, при нанесении маркировки на горячие изделия, компания Markal настоятельно рекомендует использовать специальные держатели для маркеров. Подробную информацию о держателях маркеров можно найти в разделе «Держатели для маркеров».
2.3. Сварка металлов
Как один из видов обработки металлов, предполагает значительное термическое воздействие на свариваемые металлы, особенно – в зоне сварного шва и зоне термического влияния; даже вне пределов зоны термического влияния температура поверхности металлов может достигать нескольких сот градусов.
В случае необходимости предварительного подогрева металлов перед сваркой свариваемые детали могут нагреваться до температуры 400 °С.

Помимо нагрева деталей в процессе предварительного подогрева или сварки, часто возникает необходимость термической обработки сваренных металлов для улучшения качества сварного соединения и близкой к нему зоны основного металла. Для этого сваренные металлы нагревают до определённой температуры (зависит от вида термообработки, но, как правило, не превышает 600-680°С) и медленно охлаждают. Всё это предъявляет очень высокие требования к термостойкости используемых средств маркировки свариваемых изделий.
ЦЕЛИ МАРКИРОВКИ: технологическая маркировка (указание важных для контроля качества сварки данных), маркировка внутризаводской прослеживаемости изделий (временные идентификаторы изделий, и проч.).
ВАЖНО: Несмотря на высокую термостойкость (до 2000 °С), долговечная маркировка металлических деталей специальными мелками на основе стеатита неприемлема в силу того, что легко удаляется и, соответственно, не может применяться для получения стойкой и долговечной маркировки общего назначения (например: нанесение информации об изделии, специальные пометки и т.п.). Для получения более долговечной маркировки предлагаем использовать специальные маркеры Markal.
РЕКОМЕНДУЕМЫЕ МАРКЕРЫ
МЕРЫ БЕЗОПАСНОСТИ
Тепловое излучение горячего металла является источником очень высокой опасности для здоровья и жизни персонала. Поэтому, при нанесении маркировки на горячие изделия, компания Markal настоятельно рекомендует использовать специальные держатели для маркеров. Подробную информацию о держателях маркеров можно найти в разделе «Держатели для маркеров».
